October 16, 2023
Introduction
A world-leading provider of advanced glass coatings, durable insulating glass, tempering, lamination, and more has grown to more than 7,000 employees located at 37 manufacturing locations around the United States. Their vision is to design and fabricate the most advanced residential glass products in the industry with their smart glass technologies.
Smart glass technology refers to a type of glass that can change its properties, such as transparency or opacity, in response to various external stimuli, including heat, light, or electricity. This technology is also known as switchable glass or electrochromic glass.
It can be used for a variety of applications, such as windows, doors, partitions, and skylights in homes, offices, and vehicles. It can also be used in retail displays, projection screens, and privacy screens.
In addition to the convenience and energy-saving benefits, smart glass technology can also enhance privacy, security, and safety. Overall, smart glass technology is an innovative solution for improving comfort, convenience, and efficiency in a wide range of environments.
The company sought a supplier partner to improve the efficiency and quality of their thin film and window production testing. Specifically, they aimed to improve color quality results through improved spectral reflectance and transmission measurement tolerances.
Objective
The company initially collaborated with a competitor’s off-the-shelf product to begin this project. Unfortunately for them, the solution provided was less than satisfactory. A colleague of the company’s Team leader referred them to Labsphere, and the project’s primary objectives were to first develop a solution and then, through an iterative process, and rapid prototyping, identify potential solutions that could potentially surpass their initial expectations.
Implementation
Initially, the company supplied Labsphere with a component drawing for this particular application. It quickly became apparent to them that Labsphere’s expertise in integrating sphere technologies and applications could provide additional value. Their performance objective was to acquire a more compact and streamlined spectral reflectance and transmittance integrating sphere component that could be readily incorporated into their production/quality test line. The component needed to have high spectral throughput and provide integrated radiance insensitive to the beam collection angle. The solution needed to be durable, and resistant to damage in the test environment.
Results
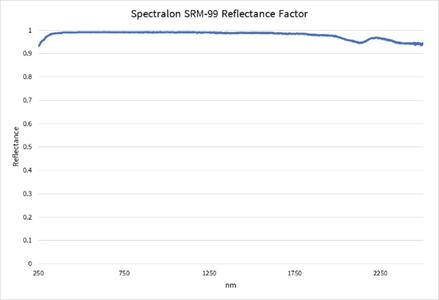
The company’s team is responsible for the entire process of designing, testing, perfecting, and delivering the test equipment to various facilities, where it is utilized around the clock for quality inspection of thin films during production. They test all the materials and components to determine their acceptance tolerances. To achieve high radiance uniformity, highly diffuse reflectance of the interior wall of the collection sphere is needed. Labsphere used its advanced material, Spectralon SRM-99, and our manufacturing and machining techniques to develop the reflectance/transmittance integrating sphere inserts. These are housed in an encloser we designed together to receive the collection optics and position the thin film surface near flush the interior of the cavity to capture all the scattered light emitted from the thin films. The test spheres are also designed to be easy to install and maintain, with features that allow for quick and easy replacement in case of damage. The data collected is used to qualify the spectral characteristics and color of the thin films.
Conclusion
The company’s team was assigned to enhance the performance over current off-the-shelf components, and they required samples of various configurations to expedite their decision on the ultimate solution. The team opted to partner with Labsphere, a company specializing in creating bespoke OEM and production solutions. Through close collaboration with the company’s team, we gained a thorough understanding of their unique needs and specifications. Swift development of five (5) prototyped components ultimately resulted in a solution that fully satisfied their requirements and is in use today.
At present, we are engaged in discussions regarding a fresh design for the forthcoming generation of products.